


|
||
| Straight Edge Inspection Procedures | ||
|
|
||
| We Check the Edge Using a Granite Surface Plate as a Reference | ||
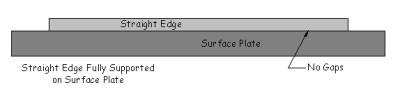
| The standard method for inspecting straight edges uses a certified granite surface plate with traceability to NIST standards. With the unit fully supported on the surface plate and resting on the qualified edge, we next check for any gaps between the two surfaces using a feeler gauge. The edge cannot be painted. | |
|
| This method provides a visual indication of flatness and straightness plus measures the amount of deviation. This inspection orientation matches the normal position for most straight edge applications. Other physical dimensions will be checked using indicators, micrometers, or scales as appropriate for the tolerance indicated on the print. Unless otherwise specified, the perpendicularity from the edges to the adjacent sides is not inspected. Each straight edge must meet the tolerance specifications as indicated on the print. | ||
| We can also inspect the flatness and straightness of your straight edges using one of our optional inspection methods for an additional charge due to the extra set up time required. Our optional inpection methods are: | ||
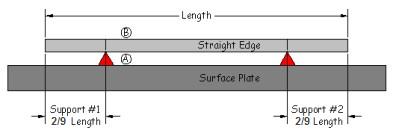
| Option #1 - Unit supported on two points that are located 2/9 ths (22.2%) of the overall length from both ends. The edge cannot be painted. This method minimizes any deflection error in the unit during inspection. Additional Charge of $125. |
|
|
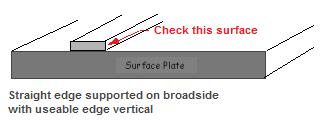
| Option #2 - Unit supported on the broad side with the qualified edge vertical (great for saw fences). Only one qualified edge is available with +/-0.00X the standard listed tolerance. Includes up to (4) 1/2" diameter mounting holes at your locations [+/- 1/32"]. The support surface and edge cannot be painted. Checked per your choice of either floating or restrained. Additional Charge of $200. |
|
|
| Usually it's a good idea to check the unit in the same orientation that you will be using the unit. The minor differences in results between inpection methods are a function of the mass, length, second moment of inertia, and Youngs modulus of elasticity for the material used in the unit. | ||
| We check all straight edges for the combination of flatness and straightness errors. This is sometimes called TIR or Total Indicator Reading. These terms are defined below: | ||
| Flatness - all points on the indicated surface must lie in a single plane within the specified tolerance zone. Flatness is a measure of the difference between the closest point and farthest point from the reference plane. Flatness covers an entire surface and measures the degree to which it approximates a mathematical plane. | ||
| Straightness - all points on the indicated surface must lie in a straight line within the specified tolerance zone. It measures whether the edge of an object varies from a straight line that extends continuously in the same direction without curving. | ||
| In addition to flatness and straightness, for units purchased with two qualified edges, we also check parallelism with a micrometer. This term is defined below: | ||
| Parallelism - all points on the indicated surface must line in single plane parallel to the designated datum plane within the specified tolerance zone. Two or more lines or planes, extending in the same direction and everywhere equidistant from each other are parallel to each other if they never meet when projected out into infinity | ||
| Certification of Inspection | ||
| Upon completion of the inspection process the certification form is completed. This quality certification document references the serial number on the end of the straight edge to a NIST reference for accountability purposes. The recommended time between inspections for straight edges is normally 2 years. | ||
|
|
|
| |
||
| |
|